


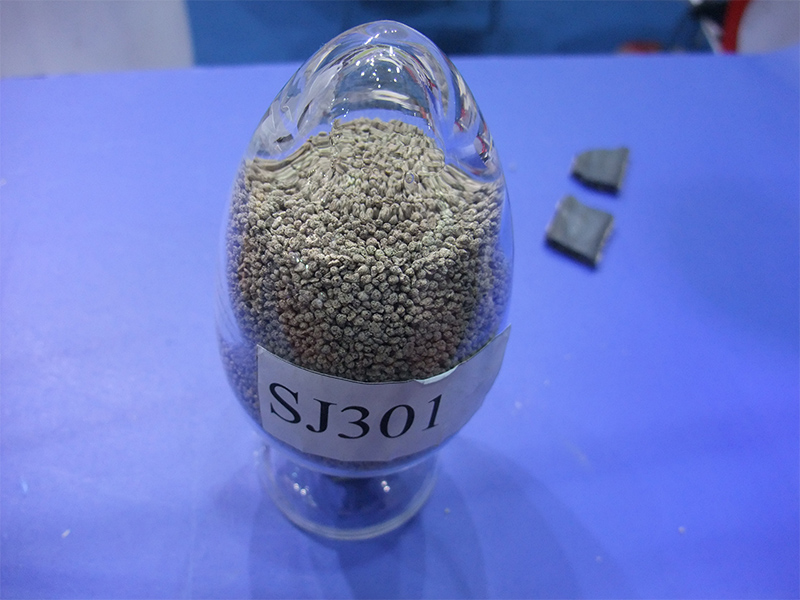

Description and application SJ501
Agglomerated acid flux for welding of ordinary carbon manganese, low alloy structure and boiler quality steel in combination with appropriate SAW wire (such as EL8,EM12. EM12K). The flux suitable for high speed welding and provides very good weld bead appearance and excellent slag removal even with narrow groove and fillet welds. The other character of LJ-SJ501 is high resistance to cracking and porosity. Especially it is insensitive to oil, rust, scale and dirt on the surface to be welded. Most being applied to double-side with single pass weld and fillet welds. As the consumption of the flux is very low,it is very economical.
• Flux type: Aluminum-Rutile
• Basicity index: 0.5-0.8
• Grain size:2.0-0.28mm(10-60meshes)

Container package :

Remark
1.Flux must be re-dried at 300-350℃(572-662℉) for 1-2 hour before welding.
2.Remove all rust, scale, paint and ect so as to obtain excellent weld metal.
3.Adding new flux regularly in order to avoiding causing welding defect and bad welding bead appearance when using flux again.
We will be highly appreciated and reply you honored inquiries at any time !
We assure very good quality with most competitive prices for our cooperation!
Subscribe free newsletter to get latest products and discount information.





